隨著工業與建築需求的快速增長,金屬製品、五金產品與零件製造在各領域中扮演著不可或缺的角色。位於雙北地區的天錡公司,憑藉專業技術與高品質服務,成為眾多企業與客戶在金屬與五金產品上的首選夥伴。

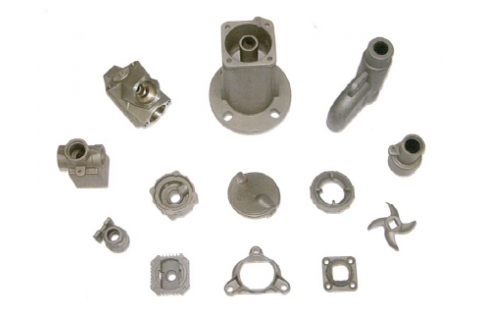
我們致力於生產與供應多樣化的金屬製品,包括建築用鋼材、機械部件、金屬配件等。我們的產品採用高品質材料製造,具有卓越的耐用性與加工靈活性,適用於多種應用場景,例如建築結構、工業設備與日常五金用途。
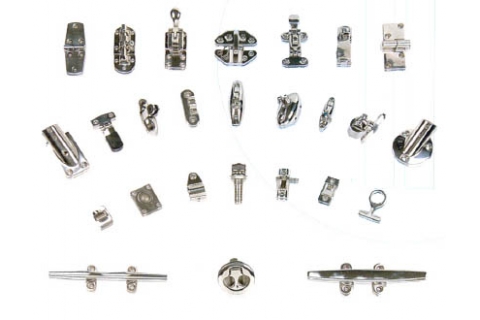
五金產品是建築、裝修和工業製造中不可缺少的一環。我們供應各類五金產品,包括鉸鏈、門窗配件等。我們的產品不僅具備高度的精準度,還通過嚴格的品質檢驗,確保每一件五金產品都能滿足客戶需求。
在精密零件製造領域,我們擁有先進的加工設備與專業技術團隊,提供高精度的零件定制服務。我們熟悉多種製造技術,能快速響應客戶的個性化需求,實現零件的大量生產或小批量製作
天錡公司專注於改進金屬製品加工技術,並配備高效的生產設備來提高零件製造的效率。我們五金產品的生產流程不僅注重技術實用性,還力求穩定品質,從初步設計到成品檢驗,每個環節都力求達到客戶的實際需求。